





La fermentazione degli alimenti è una delle prime tecniche di lavorazione conosciute dall’uomo. È un processo metabolico svolto da batteri lattici o lieviti che converte lo zucchero in acido organico, alcool e anidride carbonica in condizioni anaerobiche. I metaboliti risultanti prodotti durante la fermentazione possono quindi migliorare il profilo aromatico di un alimento, salubrità e il valore nutrizionale.
Come abbiamo visto nel precedente approfondimento ”Grassi del latte: la panna e il burro”, ci sono diverse tipologie di burro in commercio che si distinguono in funzione al processo tecnologico impiegato per la separazione della panna, i.e scrematura per affioramento o per centrifuga, o in funzione al pH della panna utilizzata in burrificazione – burro da crema dolce o burro da crema fermentata. In questo specifico approfondimento, a cura di Chr. Hansen, ci concentreremo su due aspetti, il primo legato alla fermentazione e benefici tecnologici e funzionali che si possono ottenere mediante l’applicazione di questa tecnica millenaria. In secondo luogo, valuteremo come produrre un burro delattosato.
eXact® la gamma ideale per le fermentazioni mesofile
Un aspetto che caratterizza fortemente il burro ottenuto partendo da panna fermentata è certamente l’aroma. Per la produzione di burro aromatizzato è importante partire da una crema di alta qualità, priva di residui antibiotici o prodotti sanitizzanti. L’eventuale presenza di residui antibiotici si può testare sul latte di partenza mediante test rapidi come MilkSafe FAST o microbiologici come BRT Hi-Sense. Una volta ottenuta la panna applicando una delle metodiche viste sopra, potremo procedere con la fermentazione. Il processo ha inizio con l’inoculo di colture starter selezionate alla temperatura di 18-20°C. La durata della fermentazione può variare a seconda delle caratteristiche dello starter.
Le colture generalmente utilizzate sono costituite da un mix di ceppi mesofili appertenenti alle specie: Lactococcus lactis subsp. lactis, Lactococcus lactis subsp. cremoris, Lactococcus lactis subsp. diacetilactis, Leuconostoc. In Chr. Hansen abbiamo a disposizione un’ampia selezione di colture in formato congelato e liofilizzato, appartenenti alla gamma eXact®
Figura 1 – Performance e colture della gamma eXact per la fermentazione della panna
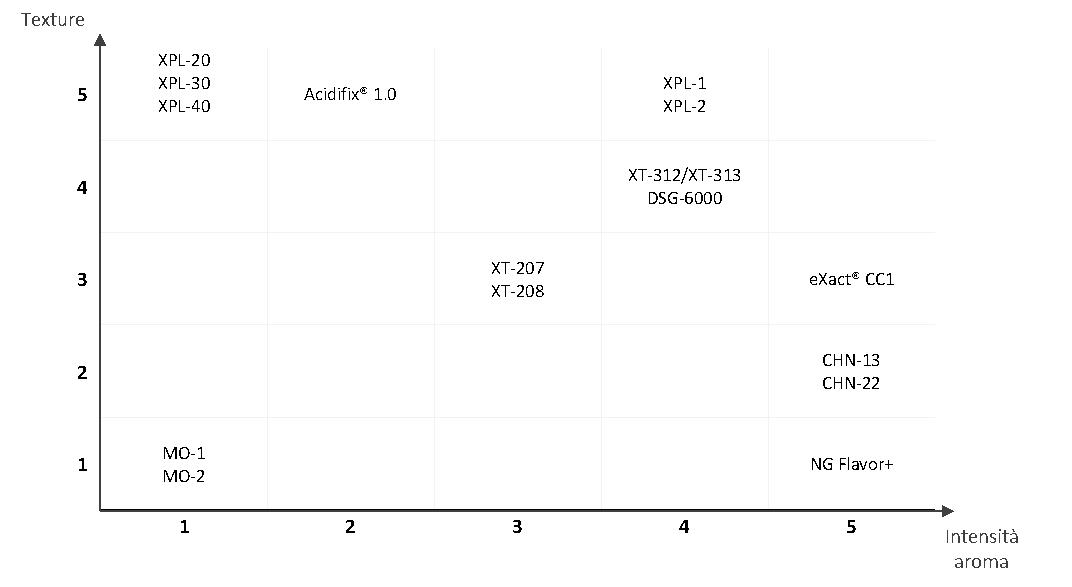
Durante la fermentazione, a seconda del ciclo metabolico e delle caratteristiche delle associazioni microbiche adottate, viene utilizzato lattosio ed acido citrico per la produzione di acido lattico, acetoino, diacetile e in alcuni casi anidride carbonica.
Sviluppo di prodotti per il segmento lactose-free con Ha-Lactase™ e NOLA® Fit
In combinazione alle colture starter selezionate è possibile impiegare l’enzima β-galattosidasi con l’obbiettivo di idrolizzare il lattosio in zuccheri più semplici, quali glucosio e galattosio, facilitandone la digestione. Infatti, glucosio e galattosio sono facilmente adsorbiti nell’intestino tenue, evitando così la comparsa di sintomi legati all’intolleranza al lattosio. A seconda del processo di idrolisi si può selezionare la tipologia di lattasi che meglio soddisfa le nostre necessità.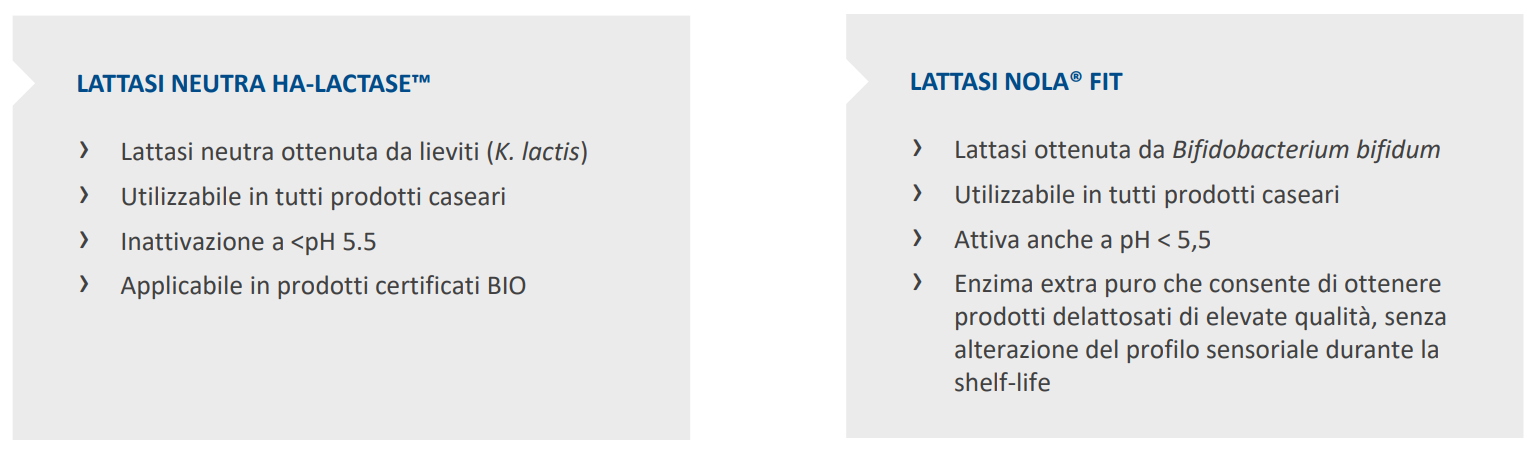
Con entrambi gli enzimi è possibile ottenere valori di lattosio residuo < 0,1% o < 0,01%, così da poter soddisfare esigenze diverse dei consumatori nel pieno rispetto della regolamentazione vigente.
Leggi tutti gli articoli del focus:
- Grassi del latte: quali sono e come sono fatti
- Grassi del latte: la panna e il burro
- Metodiche di riduzione di grasso nelle produzioni lattiero-casearie
- Grassi del latte: Chr. Hansen un’ampia gamma di colture ed enzimi per la fermentazione della panna e la produzione di burro senza lattosio
- Grassi del latte: cosa abbiamo imparato?



